
건조란, 건조물에 열에너지를 투입하여 수분, 용액, 용제를 증발시키는 조작으로, 넓은 의미에서 피막의 고화 및 경화, 개질을 포함하는 경우도 있다.

건조 설비 개요
건조물과 건조 방식
건조 작업의 대상이 되는 건조물은 종류 및 형태가 매우 다양하다. 우리를 둘러싼 일상 생황용품, 식품, 의료품, 화학공업제품, 전기제품, 건축재료, 자동차 등, 모든 산업 분야에 걸치는 크고 작은 건조 작업을 통틀어 말해도 과언이 아닐 것이다.
따라서 건조 작업의 대상이 되는 건조물 형태는 액상, 점토, 덩어리, 박판, 분말, 정형, 시트 및 필름, 도막상 등 상당히 다양하며 취급 처리량도 작은 것은 1일 수 kg에서 큰 것은 시간당 수 톤, 혹은 수개에서 수만 개에 이르기까지 각 산업에 따라 천차만별이다.
또한 공급 시스템에는 회분식(배치식), 연속식이 있다.
이러한 다양한 요구에 맞추기 위해서는 하나의 건조 방식으로는 만족할 만한 결과를 얻을 수 없다. 건조 방식은 기본적으로 정립된 상태이지만, 폭넓은 요구에 대응하기 위해, 건조 조작의 전후 공정을 포함하여 다각도의 연구와 고안을 거듭하여 실용화 단계에 이르렀다.
건조설비에 대한 용도는 다음과 같다.
① 열원을 이용하여 건조물에 포함되는 수분, 용제를 건조하는 설비
② 열원을 이용하여 도료, 피막제의 도포 코팅 등 표면을 개선하여 가연성 가스를 발생시키는 설비
③ 열원을 이용하고 가연성 분말 등을 만들어 건조하는 설비로 분진이 발생하는 설비
건조 설비 작업 주임자를 선임해야 하는 건조 설비는,
① 내용적이 1㎥이상인 위험물 건조 설비
② 열원으로 사용하는 연료의 최대 소비량이
- 고체 연료 10kg/h (발열량 4,000-7,500kcal/kg로 40,000-85,000kcal/h)
- 액체 연료 10ℓ/h (발열량 8,000kcal/kg로 80,000kcal/h)
- 기체 연료 1㎥/h (발열량 9,000-24,000kcal/kg로 9,000-24,000kcal/h)
③ 열원으로 전력을 사용하는 경우
- 전력 사용량 10kW/h 이상
①의 위험물은 무엇이든 간에, 건조 설비 1㎥는 공업 규모 상 비교적 작은 규모이다. 건조 설비에서 가연물의 수분 제거를 예로 들면, 1kg의 수분을 증발시키기 위해서는 약 600kcal의 열량을 재료로 전달해야 한다. 즉 ② 및 ③의 열원 사용량에서 환산하여 수분 증발량은 시간당 60 kg 이상의 건조 설비가 된다. 게다가 열원의 효율과 건조기의 열효율을 고려한 경우, 건조물의 처리량은 보다 작아진다.
건조 설비의 분류
건조물에 열에너지를 투입하는 방법, 즉 전열 과정은 전도, 대류, 방사 세 종류가 있다.
건조물로의 전열 과정과 건조물의 거동, 혹은 이동 양태를 통해, 건조 설비를 다음 표와 같이 분류할 수 있다.
<표 1> 건조 설비의 분류
| 타입 | 대류 전열 | 전도 전열 | 방사 전열 | 기타 |
| 재료정치형 | 상자형 병행류 상자형 통기류 |
상자형 선단식 진공․진공동결 |
상자형 선단식 진공․진공동결 |
유도가열 |
| 재료이송형 | 밴드 병행류 밴드 통기류 노즐 제트 터널 대차 통기립형 |
드럼 다원통 실린더 진공밴드 동결대차 |
적외선 터널 적외선 밴드 |
유도가열 |
| 진공밴드 진공․동결 밴드 |
||||
| 재료교반형 | 다단원반 유동층 회전 라피드 통기회전 |
다단원반 홈형 교반 원통 교반 원추․코니컬 수중기관부착 회전 외벽가열회전 진동유동 |
||
| 전열관 입류동층 | ||||
| 열풍반송형 | 분무 기류 |
진공․자기증발증기 반송형 |
||
| 외벽가열형 기류 | ||||
가연성 건조물의 화재, 폭발 위험성을 한 마디로 논하기 어렵지만, 재료 정치형, 재료 이송형, 재료 교반형, 열풍 반송형 순으로 증가하고 있는 추세이다.
건조물의 분류와 적응 건조 설비
대부분 형식의 건조설비 중에서 건조물에 적합한 기종을 선정하는 것은 상당히 중요한 일이다. 만약 선정을 잘못하면 원하는 결과 제품을 얻을 수 없을 뿐 아니라, 운전 조작 시에도 지장을 초래하여 화재, 폭발 사고로 이어지는 경우도 있다.
적응 가능한 건조 설비는 1:1대응이 아니며, 다음 표에 건조물 형태의 분류 및 처리 방법 별로 적응 건조 설비에 대해 열거하였다.
<표 2> 재료 형태에 의거한 선정표
| 습윤 시 상태 | 적응가능한 건조기 | |
| 대량 연속 처리 | 소량 처리 | |
| 액상 및 점토상 재료 | 분무 | 드럼, 진공 밴드 |
| 풀/점토상 재료 | 기류 교반부착 회전 통기 밴드(성형기 부착) 충격파 분무 |
전도수열 원통 교반 전도수열 홈형 교반 통기상자형 |
| 덩어리상 재료 | 회전, 통기립형 통기 회전, 라피드 |
상자형 |
| 박편상 재료 | 통기 밴드 수증기관부착 회전 통기 회전 |
통기상자형 진공원통 교반 |
| 입상 재료 | 통기 밴드, 통기 회전 통기립형 유동층 회전 수증기관부착 회전 |
유동층 홈형 교반 통기상자형 코니컬 다단원반 |
| 분말상 재료 | 유동층 기류 |
유동층(회분) 진공원통 교반 |
| 정형 재료 | 병행류 터널 병행류 대차 |
상자형 |
| 시트상 재료 | 분출류, 다원통 | 단일 내지 여러 원통 |
| 도료․도포액 | 적외선, 분출류 | 병행류 |
건조 설비의 특징 및 안전 위생 상의 유의점
건조 작업은 회분식과 연속식 모두, 건조 설비에 건조물을 투입 - 가열 - 건조 - 추출, 배출의 작업 순서를 기본으로 하며, 다른 점은 이러한 일련의 작업을 1회 반복하는지, 연속하는지 이다.
다음 표에 두 방식의 작업성과 안전성을 비교하였다.
<표 3> 회분식과 연속식의 작업성 및 안전성 비교표
| 항 목 | 특 징 | |
| 회 분 식 | 연 속 | |
| 건 조 시 간 처 리 량 설 비 작 업 성 제 어 배기가스농도 |
임의, 체류 얼룩 적음 다품종 소량에 적합 소규모 불량, 작업효율 나쁨 복잡, 비정상 반복 초기 농도 돌출형 |
어느 정도 제한 있음, 체류 얼룩 있음 대량, 연속 처리에 적합 대규모 양호, 작업 효율 우수 간단, 정상 일정 농도형 |
따라서, 회분식 건조 설비는
① 개시 및 정지가 1회마다 이루어지고 비정상적이기 때문에 물성 파악, 제어 방법에 대한 연구가 필요하다.
② 설비 조작 방법은 간단하지만, 비정상 상태를 반복하고 필연적으로 재료의 취급 빈도 등 인위적 조작이 많아, 오조작으로 인한 재해 발생에 주의해야 한다.
③ 가연성 가스의 농도가 건조 초기에 급격하게 증가하므로 가연성 가스 농도 관리가 중요하다. 일반적으로 A점을 가스 폭발 하한계 농도의 30% 이하로 제어하도록 설정한다.
④ 강제 환기장치, 폭발 방출구, 긴급차단밸브 등의 작동 상태를 확인해야 한다.
다음 그림은 유동 건조의 1path를 나타낸 것이다.
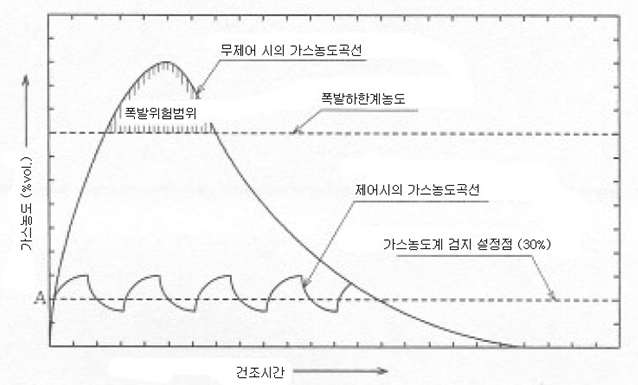
<그림 1> 건조 배기가스의 가연성 가스 농도 곡선(유동층 건조기)




댓글